
What CAQM Direction No. 98 Means for Your Plant — and How to Get There
The Central Pollution Control Board does not normally tell you which technology to use for emission control. Direction No. 98 from CAQM is different. It not only sets the particulate matter (PM) limit — 50 mg/Nm³, uniform, mandatory — it references specific technology guidance from IIT Kanpur that names which APCD type suits which industrial source.
For plants operating boilers, thermic fluid heaters, or metal furnaces in the Delhi-NCR region, this is the most directly consequential regulatory development in years. The earlier standard of 80 mg/Nm³ is now superseded for covered industries. Compliance with 50 mg/Nm³ is no longer aspirational — it is statutory, with firm deadlines in August and October 2026.
This article breaks down exactly what the norm requires, which industries it applies to, what IIT Kanpur recommends for each source type, and what the engineering path to compliance looks like. If you are a plant owner, EHS manager, procurement lead, or consultant working with these industries in Delhi-NCR, this is the practical guide you need.
The Regulatory Background: How We Got to 50 mg/Nm³

Delhi-NCR’s air quality problem is well documented. Industrial stack emissions have been identified as a material contributor to elevated particulate levels in the region — not only through direct PM discharge, but also through secondary particulate formation that worsens ambient air quality beyond the immediate plant vicinity.
CAQM has been stepping up emission control measures progressively since its formation. Direction No. 53 mandated the switch to PNG or biomass fuels for NCR industries. Direction No. 62 introduced an 80 mg/Nm³ PM ceiling for biomass-fuelled boilers, with a stated aspiration of 50 mg/Nm³. Direction No. 64 extended similar standards to foundries and metal furnaces using specified fuels.
Direction No. 98, issued on 21 February 2026, replaces the aspiration with an obligation. The 50 mg/Nm³ standard is now the maximum permissible limit — not a target to aim for.
| The 50 mg/Nm³ norm is based on an IIT Kanpur study commissioned by CPCB and validated by a CPCB Technical Committee. The Commission’s finding: this standard is technically achievable and environmentally necessary. |
Which Industries Are Covered — and the One Exemption Worth Knowing
The 50 mg/Nm³ limit under Direction No. 98 applies to the following categories of industries operating in Delhi-NCR:
| Industries Covered Under CAQM Direction No. 98 |
| • 17 categories of highly polluting industries identified by CPCB• Red-category medium and large air-polluting industries• Food and food-processing units with boilers or thermic fluid heaters• Textile industries with boilers or thermic fluid heaters• Metal industries with furnaces operating in Delhi-NCR |
The direction includes one important carve-out: industries for which a PM emission standard of less than 50 mg/Nm³ has already been prescribed under an applicable consent, direction, or statutory provision are not newly covered. Thermal power plants and waste-to-energy plants, for example, already operate under tighter norms and fall outside the scope of this particular direction.
Practically, this means most industrial boiler operators — particularly in food processing, textiles, and general manufacturing — are newly brought under the 50 mg/Nm³ framework if they were previously operating against the older 80 mg/Nm³ ceiling or sector-specific standards that were higher.
| ⏱ Compliance Deadlines — Mark These Dates |
| Large and medium industries: compliance mandatory from 1 August 2026All remaining covered industries: compliance mandatory from 1 October 2026 APCDs must be installed or upgraded through NPC (National Productivity Council) empanelled vendors only.Non-empanelled procurement is not compliant with the direction’s requirements. |
Why 50 mg/Nm³ Is a Real Engineering Challenge
To appreciate why this norm requires an engineered solution — not just a better cyclone — it helps to understand what boilers and furnaces actually emit.
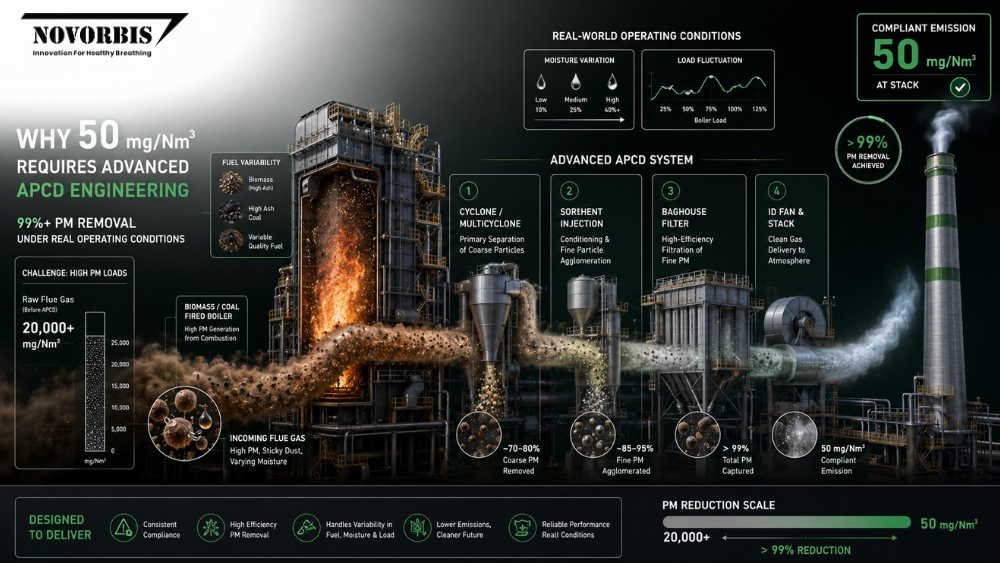
A coal or petcoke-fired boiler can generate inlet PM loads in the range of 5–30 grams per normal cubic metre of flue gas. A biomass or rice husk-fired boiler typically produces 2–15 g/Nm³. The target outlet is 50 mg/Nm³. That means the APCD must remove well over 99% of the particulate entering it — and do so reliably, across varying fuel quality, load cycles, and operating conditions.
Biomass emissions present a particular challenge. Husk, wood chip, briquettes, and agro-residue fuels produce fine, sticky, hygroscopic PM — particles that can blind fabric filter bags, reduce ESP electrode efficiency, and change characteristics significantly depending on the fuel batch. A system sized for one fuel specification can underperform when procurement shifts to a different supplier or species.
Why Existing Cyclones Are Not Enough
Many Delhi-NCR plants currently operate with a single-stage cyclone on their boiler exhaust. Cyclones are effective for coarse particulate — typically particles above 10–15 microns — but have very limited capture capability for fine PM. The particles that regulatory monitoring focuses on, and that contribute most to ambient PM2.5 and PM10 levels, pass through cyclones with ease.
A cyclone achieving 80–100 mg/Nm³ outlet under normal conditions is not an APCD that can be tuned to 50 mg/Nm³ through maintenance or operational adjustments. The gap requires a second-stage, higher-efficiency device — either installed downstream of the existing cyclone or replacing it entirely in a new integrated system.
| Going from 80 mg/Nm³ to 50 mg/Nm³ is not a 38% improvement in an existing system. It is a fundamentally different emission control requirement that needs either a new technology stage or a complete system redesign. |
What IIT Kanpur Recommends — By Source Type

The technology guidance embedded in Direction No. 98 is drawn from IIT Kanpur’s study on emission standards, APCD requirements, and cost implications for textile, food processing, and metal industries in Delhi-NCR. This is not a general recommendation — it is source-specific guidance endorsed by CPCB’s Technical Committee and incorporated into the statutory direction.
The key recommendations, and how they translate to engineering decisions, are summarised below.
| Source Type | Common Fuel | Recommended APCD | IIT Kanpur / CPCB Guidance |
| Biomass / husk-fired boiler | Rice husk, wood, briquettes, bagasse | Cyclone + Tubular ESP hybrid | Fabric filter / bag house or ESP; cyclone pre-sep effective |
| Coal / petcoke boiler | Coal, petcoke, lignite | Cyclone + Advanced ESP | High-efficiency ESP or bag filter; pre-cleaning recommended |
| Thermic fluid heater (solid fuel) | Coal, biomass | Cyclone + ESP or bag filter | Same as boiler — bag filter or ESP for solid fuel |
| Metal furnace (general) | LSHS, low-sulphur fuel oils | Advanced ESP + fume extraction system | ESP for general furnaces; fume extraction mandatory |
| Cupola furnace | Metallurgical coke | Wet scrubber + fume extraction | Wet scrubbers specifically called out by IIT Kanpur |
| Oil-fired heating furnace | LSHS / VLSF | Wet scrubber | Wet scrubbers recommended by IIT Kanpur / CPCB |
| Gas-based boiler / TFH | PNG / natural gas | Not typically required | PM expected well below 50 mg/Nm³ without APCD |
Two points from the IIT Kanpur guidance deserve particular attention:
• Fume Extraction Systems (FES) are mandatory for all furnace types except heating furnaces. An APCD alone is not sufficient if fugitive emissions from the furnace body itself are not captured at source.
• Gas-based boilers and thermic fluid heaters are expected to produce PM emissions well below 50 mg/Nm³ without additional control. If your operation has already transitioned to PNG fully, the particulate compliance burden is minimal.
The Engineering Path: Why Hybrid Systems Lead in Real-World Compliance

For boilers and solid-fuel thermic fluid heaters — which represent the largest category of covered sources in Delhi-NCR — the compliance path increasingly favours a two-stage hybrid approach: a cyclone pre-separator feeding into an advanced electrostatic precipitator.
The rationale is straightforward. A cyclone handles the bulk of coarser, heavier particulate at low operating cost and near-zero pressure drop. This reduces the PM loading on the downstream ESP to a manageable level, improving ESP efficiency and extending cleaning intervals. The ESP then captures the fine PM fraction that the cyclone cannot — including PM2.5, which regulators and health researchers are most concerned about.
Why Advanced (Tubular) ESP Outperforms Conventional Plate-Wire ESP
Not all electrostatic precipitators perform equally. Conventional plate-wire ESPs have been the market standard for decades, but their design has well-documented limitations for the kinds of industrial boiler emissions common in Delhi-NCR.
In a plate-wire system, thin wire discharge electrodes run between large flat collecting plates. The electric field is one-dimensional and planar, creating dead zones near edges where collection efficiency drops. Mechanical rappers periodically vibrate the plates to dislodge collected dust — but in doing so, they cause re-entrainment: collected PM is knocked back into the gas stream and a portion exits through the stack. Wire electrodes also sag, corrode, and lose corona uniformity over time. These are operating realities, not just design notes.
A tubular or shell-pipe ESP design addresses these failure modes directly. Gas flows through cylindrical tubes, each with a rigid central spike electrode running axially through its length. The corona discharge is 360° radial — uniform across the full pipe circumference with no dead zones. Particles deposit on the inner pipe wall under radial electric force. No rapping is required; automated water-assisted flushing cleans the collection surface periodically without interrupting gas flow. Re-entrainment is negligible by design.
| A tubular ESP operating in a two-stage hybrid system with a cyclone pre-separator is the architecture that delivers sustained compliance under real operating conditions — variable fuel, load cycling, and all. |
| Novorbis CarbonFree APCD — Engineered for 50 mg/Nm³ Compliance |
| The CarbonFree APCD from Novorbis is built on the hybrid cyclone + tubular ESP architecture, specifically designed for boiler, thermic fluid heater, and furnace applications in Indian industrial settings. How it works: 1. Flue gas enters the cyclone stage — coarser PM removed by centrifugal action 2. Residual fine PM enters the ESP chamber and is electrically charged 3. Charged particles migrate radially to the grounded collection surface 4. Automated water-assisted flushing removes deposited particles without shutting down 5. Clean gas exits through the stack with significantly reduced PM Key design advantages for compliance: • Filter-less architecture — no bags to replace, no consumable cost, no bag-blinding risk • Multi-fuel compatible — coal, biomass, petcoke, mixed fuels • Retrofit ready — integrates with existing cyclone or connects to new ductwork • Scalable — systems sized from up to 1 TPH (small manufacturing) through 25+ TPH (large industrial plants) • Low pressure drop — reduced load on the induced draft fan, lower energy cost • Continuous operation — no production downtime for cleaning cycles • Custom engineering — sized to your flue gas volume, fuel type, PM load, and temperature profile |
Procurement: Why the NPC Empanelment Requirement Matters

Direction No. 98 is explicit on procurement: APCD installation and upgradation must be carried out through NPC (National Productivity Council) empanelled vendors only. This is not a recommendation — it is a condition of compliance under the direction.
NPC’s empanelment framework, operated in coordination with CPCB, requires APCD suppliers to meet defined eligibility criteria before being listed. These include a minimum of three years of manufacturing and supply experience, at least five operational installations in the applied device category within the last three years, and submission of verified technical data including outlet concentration records, pressure drop measurements, and O&M documentation.
The practical significance for procurement teams is substantial. Procuring from a non-empanelled supplier — even if the supplier’s product might technically work — puts the plant outside the compliance framework defined by the direction. In the event of a regulatory audit or stack inspection that reveals non-compliance, both the PM reading and the procurement route can be scrutinised.
Before signing any APCD supply agreement, verify your prospective vendor’s status on the NPC empanelled OEM list. The list is maintained and updated by the National Productivity Council and is publicly accessible.
What Achieving 50 mg/Nm³ Actually Requires — Practically Speaking
Compliance with 50 mg/Nm³ is not demonstrated by installing an APCD. It is demonstrated by a verified stack test reading below the threshold — conducted by an accredited testing agency, under normal operating conditions, at the outlet of the installed system.
For a plant targeting compliance, the engineering path involves more than equipment selection. Several factors must be considered holistically:
1. Sizing with a Compliance Margin
A system designed to achieve exactly 50 mg/Nm³ under ideal conditions will regularly exceed the limit under real conditions — fuel variation, part-load operation, seasonal changes in ambient temperature, or a maintenance lapse. Experienced engineers size for 35–40 mg/Nm³ under normal operation, maintaining a meaningful buffer against regulatory non-compliance during an unannounced inspection or continuous monitoring event.
2. Gas Characterisation Before System Design
Flue gas temperature, volumetric flow rate, moisture content, dust loading, and particle size distribution are not fixed numbers — they vary with fuel type, boiler load, and operating practice. A system engineered for one set of conditions may underperform significantly when those conditions shift. Gas characterisation by a qualified engineer is a prerequisite for proper APCD selection and sizing, not an optional step.
3. Integration with Existing Infrastructure
Most Delhi-NCR plants already have some form of emission control — at minimum a cyclone, often an older or undersized APCD. The engineering question is whether to retain and supplement the existing system or replace it entirely. In many retrofit scenarios, retaining the existing cyclone as a pre-separator and adding a second-stage advanced ESP downstream is the more cost-effective and less disruptive path. The answer depends on the age, condition, and sizing of the existing equipment relative to the current gas volume.
4. Continuous Emission Monitoring
CEMS (Continuous Emission Monitoring Systems) are increasingly expected — and in some categories mandated — for stack monitoring under the CAQM framework. A CEMS installation alongside the APCD provides ongoing assurance of compliance, early warning of system degradation, and a defensible data record for regulatory purposes. Plants should plan for CEMS integration as part of the overall compliance project, not as an afterthought.
Timeline Reality: How Long Does APCD Installation Take?
The compliance deadlines — 1 August 2026 for large and medium industries, 1 October 2026 for remaining covered industries — are fixed. What many plant operators underestimate is the time required to go from the decision to install to a commissioned and tested system.
A realistic project timeline for a medium-scale boiler APCD retrofit typically involves:
1. Site assessment and gas characterisation: 1–2 weeks
2. Engineering and system design: 2–3 weeks
3. Procurement and fabrication: 6–10 weeks (varies by system complexity and order queue)
4. Civil preparation and structural work at site: 2–4 weeks (may run parallel to fabrication)
5. Installation and commissioning: 2–3 weeks
6. Stack testing and compliance verification: 1–2 weeks
For plants that have not yet initiated procurement discussions, the arithmetic is straightforward: as of mid-2026, the window for a measured, well-engineered retrofit is narrow. Plants that wait until June or July will be managing an emergency procurement under time pressure — which typically results in both higher cost and greater risk of a poorly fitted system.
Frequently Asked Questions
Q1. My plant is in Noida. Does CAQM Direction No. 98 apply to us?
Yes. The direction applies to all covered industries operating in Delhi-NCR, which includes Delhi, Noida, Greater Noida, Ghaziabad, Faridabad, Gurugram, and other NCR districts across Haryana, Uttar Pradesh, Rajasthan, and the NCT of Delhi. If your plant has a boiler, thermic fluid heater, or furnace and falls within a covered industry category, the 50 mg/Nm³ limit applies regardless of which NCR district you are in.
Q2. We run a biomass boiler. The IIT Kanpur study mentions both bag filters and ESPs. Which should we choose?
Both are technically capable of achieving 50 mg/Nm³ from a biomass boiler, but the correct choice depends on your flue gas moisture content and dust characteristics. Biomass combustion — particularly rice husk or wood chip — produces fine, sticky PM and flue gas that can have elevated moisture. Sticky or moist flue gas is a known risk for bag filter blinding, which permanently reduces filtration efficiency and increases operating cost. A tubular ESP or hybrid cyclone-plus-ESP system is generally more tolerant of moisture variability and sticky dust. Bag filters can work well when flue gas moisture is consistently low and the dust is dry and free-flowing. An independent gas characterisation assessment before selecting the technology is the right starting point.
Q3. We already have a cyclone installed. Do we need to replace it entirely?
In most cases, no. An existing cyclone in reasonable structural condition can be retained as a first-stage separator and a second-stage advanced ESP added downstream. This retrofit approach avoids the cost and plant disruption of removing the existing ductwork and cyclone body, and it leverages the cyclone’s strength — coarse particle removal — while addressing its limitation: fine PM capture. The engineering assessment needs to confirm that the existing cyclone’s inlet and outlet geometry are compatible with the new system’s integration points, and that its current structural condition and sealing are adequate.
Q4. What does ‘NPC empanelled vendor’ mean, and how do I verify it?
NPC empanelment means the vendor has been evaluated by the National Productivity Council against criteria set by CPCB — including manufacturing experience, installation references, and demonstrated performance at the required outlet concentrations. To verify, request the vendor’s empanelment certificate number and cross-check it against the publicly available list of empanelled OEMs maintained by NPC. The list includes both fully empanelled and provisionally empanelled vendors, along with the device categories they are certified for.
Q5. Are thermic fluid heaters (TFH) covered under the same 50 mg/Nm³ norm?
Yes. Food and food-processing industries and textile industries operating thermic fluid heaters are specifically covered under Direction No. 98 if the TFH is fired with solid fuels like coal or biomass. Gas-fired TFHs are expected to produce PM well below 50 mg/Nm³ without additional APCD control and are practically excluded from the compliance burden. If you operate a coal or biomass-fired TFH and fall under a covered industry category in Delhi-NCR, the 50 mg/Nm³ standard applies and appropriate APCD installation is required.
Q6. What happens if we miss the compliance deadline?
Direction No. 98 is issued under Section 12 of the Commission for Air Quality Management in NCR and Adjoining Areas Act, 2021. Non-compliance with CAQM statutory directions carries enforcement consequences including plant closure orders, production stoppages, and penalties. The NCR State Governments and respective Pollution Control Boards have been directed to ensure effective implementation and can initiate enforcement action against defaulting units. Beyond regulatory consequences, non-compliant plants risk being flagged during CEMS data review or surprise stack inspections.
Conclusion: This Is an Engineering Problem With a Known Solution
The 50 mg/Nm³ PM compliance requirement for boilers and furnaces in Delhi-NCR is not an experimental standard. IIT Kanpur’s study established that it is technically achievable with available technology, and CPCB’s Technical Committee agreed. The technology exists, the implementation path is known, and the deadline is firm.
What determines whether a plant achieves compliance — and sustains it — is the quality of the engineering and the selection of the right system for the specific source. A system undersized for your gas volume, or specified for dry dust when your biomass produces sticky flue gas, will not reliably hold 50 mg/Nm³ under real operating conditions, regardless of what it achieved on the commissioning day stack test.
Start with a site assessment. Get your flue gas characterised by someone who understands boiler emissions. Select the technology based on your specific source characteristics, not on a general recommendation. Work with an NPC empanelled vendor who can show you verified stack test data from similar installations. And build in your safety margin — target 35–40 mg/Nm³, not 49.
The compliance window is real, and for plants that act now with the right engineering approach, it is entirely achievable.
| Talk to Novorbis About Your Plant’s 50 mg/Nm³ Compliance Pathway |
| Novorbis designs and manufactures the CarbonFree APCD — a filter-less, hybrid cyclone + tubular ESP system engineered specifically for boiler, thermic fluid heater, and furnace applications. Custom-engineered to your process | Multi-fuel compatible | Retrofit ready | Continuous operationBacked by third-party emission test data | Pan-India service support Visit: www.novorbis.com | LinkedIn: Novorbis |