
A Practical Guide for Plant Owners, Consultants & Compliance Teams
Walk into almost any industrial plant in India — a biomass boiler room, a metal furnace shed, a food processing unit with a thermic fluid heater — and you will find one of two things: either a properly functioning air pollution control device keeping stack emissions within limits, or an existing system that is struggling to do so under tightening norms.
Over the past two years, that second scenario has become considerably more expensive to ignore. Regulators are no longer issuing advisory notices. They are issuing closure threats and stop-work orders. And with CAQM’s Direction No. 98 now fixing a uniform 50 mg/Nm³ particulate matter (PM) limit for a wide set of Delhi-NCR industries — with compliance deadlines in August and October 2026 — the window for deferral has effectively closed.
This article is for plant owners, consultants, and procurement teams who want a straight answer: what is an air pollution control device, which type makes sense for which application, and how do you select one that will actually deliver compliance — not just on commissioning day, but consistently over years of operation.
What Is an Air Pollution Control Device?
An air pollution control device (APCD) is an engineered system installed on an industrial exhaust line to remove particulate matter and/or gaseous pollutants from flue gas before it is discharged through a stack or chimney into the atmosphere.
The term covers a broad family of technologies — cyclones, bag filters, electrostatic precipitators, wet scrubbers, and hybrid combinations of these. Each works on a different physical or chemical principle, and each is suited to a different combination of source, gas conditions, and regulatory target.
| In practical terms, an APCD is the gap between what your process emits and what the regulator will tolerate. If that gap is 400 mg/Nm³ wide — as it is for many older installations — you need a device that can close it reliably, under real operating conditions, and sustain that performance across years of service. |
APCDs are broadly classified into two categories: devices that control particulate matter (PM) — such as cyclones, bag filters, and electrostatic precipitators — and devices that control gaseous pollutants, such as acidic gases, SOx, and VOCs. Wet scrubbers straddle both categories to varying degrees, depending on design.
The selection decision is not primarily about which technology sounds better. It is about matching the device to your specific flue gas characteristics, dust properties, regulatory target, and long-term operating economics.
The Five Major APCD Technologies: What Each One Actually Does
1. Cyclone Separators

A cyclone works on centrifugal force. Contaminated gas enters the cylindrical body tangentially, spins inward, and heavier particles are thrown outward to the wall, then fall into a collection hopper below. The cleaned gas exits from the centre.
Cyclones are simple, have no moving parts, need minimal maintenance, and are relatively inexpensive. For coarser particulate — dust particles above 10–15 microns — they work reasonably well. The problem is fine PM. Particles below 5 microns slip through cyclones with ease, which means they are almost never sufficient as a standalone compliance device when you are targeting 50 mg/Nm³.
Where cyclones earn their place is as a pre-separator. Installed ahead of an ESP or bag filter, they knock out the bulk of the coarser dust, reducing the load on the primary device and extending its operating life.
2. Pulse-Jet Bag Filters (Fabric Filters)

A bag filter passes contaminated gas through a matrix of woven or felted fabric bags. Particulate is captured on the surface and within the depth of the fabric — a process that builds up a dust cake over time. That dust cake actually improves filtration efficiency as it thickens, which is one reason well-operated bag filters are among the most capable PM control devices available.
The cleaning mechanism in modern pulse-jet systems uses short, sharp bursts of compressed air to dislodge the accumulated dust cake from each bag row in sequence, allowing the dust to fall into a collection hopper. The bags continue filtering while adjacent rows are being cleaned — so the system runs continuously.
Bag filters are highly effective for dry, non-hygroscopic dust. Where they face difficulty is with moist or sticky exhaust gas. Moisture can cause the filter bags to blind — that is, the pores block permanently rather than shedding the dust cake cleanly. This is a serious operational risk for sources like biomass boilers, where flue gas moisture content can be significant. Bag replacement is also a recurring cost that should be factored into any lifecycle comparison.
3. Electrostatic Precipitators (ESPs)

An electrostatic precipitator charges the particles in a gas stream using a high-voltage corona discharge and then collects them on grounded plates or pipes. The process operates on electric force rather than mechanical filtration, which gives ESPs two significant advantages: very low pressure drop across the system, and the ability to handle large volumes of gas efficiently.
Plate-Wire (Conventional) ESP
The conventional plate-wire design passes gas horizontally between parallel flat plates. Thin wire electrodes running between the plates create a 1-dimensional planar electric field that charges the particles, which then migrate laterally and deposit on the collecting plates.
The challenge with this design is re-entrainment. Periodically, mechanical rappers vibrate the plates to dislodge the accumulated dust. When they do, a portion of that dust is picked back up by the gas stream and exits through the stack — a phenomenon called re-entrainment. Wire electrodes also sag, oscillate under rapping, and corrode over time, reducing corona uniformity. Plate-to-plate leakage through imperfect sealing allows raw gas to bypass the collection zone. These are not theoretical concerns — they are the dominant reasons why older plant-wire ESPs frequently underperform their nameplate specifications in the field.
Tubular Shell-Pipe (Advanced) ESP
A more recent and increasingly adopted architecture uses cylindrical shell pipes as the grounded collecting surface, with a rigid central spike electrode running axially through each pipe. Flue gas enters the tubes and is exposed to a 360° radial corona discharge — uniform across the entire circumference, with no edge dead zones.
Particles charge and migrate radially toward the pipe wall, where they adhere. Because the collected dust layer does not need to be mechanically rapped off, re-entrainment is negligible. Water-assisted flushing periodically cleans the tubes without interrupting operation. The result is a compact system with high capture rates, very low pressure drop, and considerably lower sensitivity to dust variability.
4. Wet Scrubbers
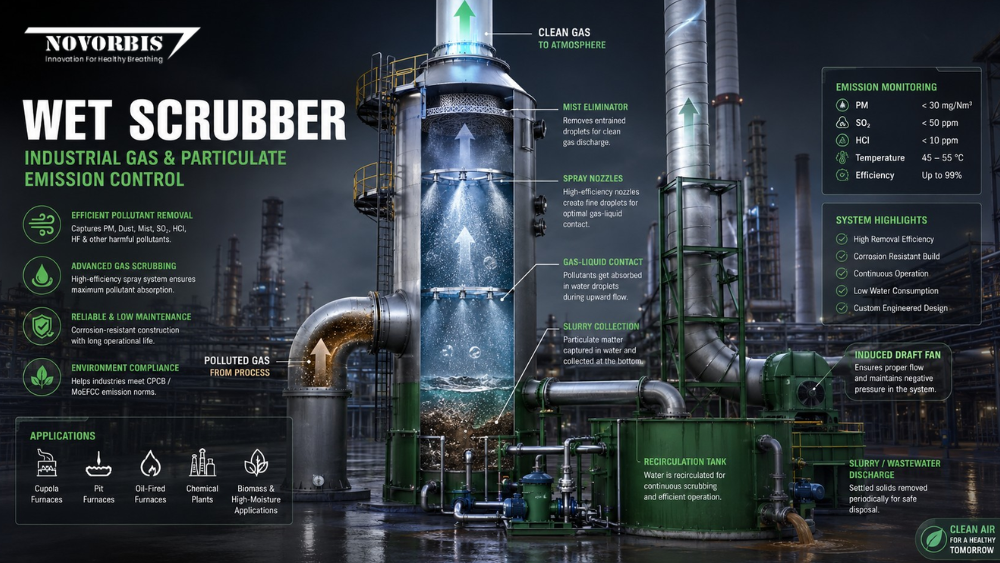
A wet scrubber brings the contaminated gas into contact with a liquid — typically water — to capture particulate and absorb soluble gaseous pollutants. Venturi scrubbers, spray towers, and packed-bed designs each achieve this contact differently, but the underlying principle is the same: liquid droplets collide with particles through inertial impaction and diffusion, pulling them out of the gas stream.
Wet scrubbers handle sticky, hygroscopic, or high-temperature exhaust streams well — conditions that would challenge a bag filter or dry ESP. They also provide simultaneous cooling and SOx absorption, which makes them attractive in specific process scenarios. The trade-off is wastewater generation, which requires a treatment system, and PM efficiency that can be lower than a well-designed ESP or bag filter in isolation. For cupola furnaces, pit furnaces, and oil-fired heating furnaces, IIT Kanpur’s technical study recommended wet scrubbers as the most appropriate control technology.
Why Hybrid Systems Are Gaining Ground
One of the clearest shifts in industrial emission control practice over the past several years is the move toward hybrid or two-stage APCD configurations. The logic is straightforward: no single technology handles every challenge equally well, but combining two complementary technologies creates a system that manages variability better than either alone.
The most common hybrid arrangement is a cyclone pre-separator feeding into an electrostatic precipitator. The cyclone removes the majority of coarser, heavier particles at low cost and low pressure drop. The ESP then polishes the remaining fine PM — the fraction that a cyclone cannot capture and that contributes most to regulatory non-compliance. This two-stage approach also protects the downstream ESP from dust overload during process upsets, improving both performance and operational stability.
| The CarbonFree APCD system from Novorbis uses exactly this architecture — a cyclone separator stage integrated with a tubular shell-pipe ESP, combined with automated water-assisted cleaning and a sludge handling system. The design is specifically engineered for retrofit applications where an existing APCD (often a cyclone operating around 80 mg/Nm³) needs to be brought down to 50 mg/Nm³ compliance without requiring a complete plant redesign. |
Technology Comparison at a Glance
| Technology | Best For | Limitation | For 50 mg/Nm³ |
| Cyclone / Multicyclone | Coarse dust pre-treatment; pre-separator role | Poor for PM < 5 micron; not a standalone compliance device | Only as first stage |
| Pulse-Jet Bag Filter | Dry, non-sticky exhaust; boilers, dryers | Cannot handle moist/sticky gas; high pressure drop; bag replacement costs | Strong option if gas conditions suit it |
| Dry ESP (Plate-Wire) | High-volume gas streams; large industrial plants | Re-entrainment during rapping; wire electrode degradation; edge dead zones | Effective but design-sensitive |
| Tubular ESP (Shell-Pipe) | Sticky PM; variable dust loads; retrofit projects | Higher upfront cost vs. basic cyclone or scrubber | Excellent — up to 99.5% capture efficiency |
| Wet Scrubber | Sticky dust, simultaneous SOx/gas control, high-temperature streams | Generates wastewater; PM efficiency lower than ESP/bag filter in isolation | Suitable for specific source types |
| Hybrid (Cyclone + ESP) | Variable load; industries needing compliance margin and low OPEX | Higher capital and integration complexity than single-stage systems | Best overall reliability for compliance |
India’s Regulatory Reality: What the 50 mg/Nm³ Norm Means in Practice
India’s industrial emission standards have been tightening progressively, but the pace accelerated sharply with CAQM’s Statutory Direction No. 98, issued in early 2026. This direction establishes a uniform maximum permissible PM emission limit of 50 mg/Nm³ for identified categories of industries in the Delhi-NCR region.
This is not a continuation of older, sector-specific advisory standards. It is a mandatory, time-bound, enforceable limit — and it replaces the previous 80 mg/Nm³ ceiling that many industries had been operating against since the earlier CAQM directions.
Which Industries Are Covered
The 50 mg/Nm³ standard under Direction No. 98 applies to:
• 17 CPCB-identified highly polluting industry categories
• Red-category medium and large industries
• Food and food-processing units operating boilers or thermic fluid heaters
• Textile units with boilers or thermic fluid heaters
• Metal industries operating furnaces in the Delhi-NCR region
Compliance Deadlines
| Large and medium industries: compliance required by 1 August 2026. All remaining covered industries: compliance required by 1 October 2026. APCD installation or upgradation must be carried out through NPC empanelled vendors — informal procurement routes are no longer acceptable under this framework. |
It is worth noting that the 50 mg/Nm³ norm is not exclusively a Delhi-NCR phenomenon. Central notifications already mandate this limit for several processes nationally — including specific sponge iron plant stacks, rolling mills, and certain gas-fired systems. The Delhi-NCR direction accelerates and unifies what was already a broader policy direction.
For plant operators, the practical implication is clear: if your current stack reading is anywhere above 50 mg/Nm³, and your process falls within the covered categories, you need a properly engineered APCD that has been verified to achieve this level. A system that worked adequately under the old 80 mg/Nm³ norm may not be sufficient today without modification or replacement.
How to Select the Right APCD for Your Application
There is no universally correct answer here, and any vendor who tells you otherwise without first reviewing your process data is selling you a solution, not engineering one. The selection depends on several factors working together:
1. Gas Characteristics
Temperature, volumetric flow rate, moisture content, and chemical composition of the flue gas are the starting point. High moisture rules out standard bag filters. High temperature may require special bag materials or cooling ahead of the filter. Sticky or hygroscopic dust — common in foundry and chemical applications — makes wet ESP or wet scrubber designs more suitable.
2. Particle Size Distribution
A cyclone alone will handle particles above 10–15 microns adequately. Below 5 microns — the PM2.5 fraction that regulators and health professionals are most concerned about — you need electrostatic or fabric filtration. Fine PM removal is where ESPs and bag filters earn their cost premium.
3. Required Outlet Concentration
If your target is 50 mg/Nm³, you need to work backward from that number with a realistic safety margin. Equipment should be sized to achieve 35–40 mg/Nm³ under normal operating conditions, so that variability in fuel quality, load, or operating practice does not push you over the limit during a surprise inspection or continuous monitoring event.
4. Operational and Maintenance Reality
A bag filter that requires monthly bag replacements is a liability in a plant with an overworked maintenance team. A plate-wire ESP that needs quarterly rapper maintenance and weekly electrode checks may perform well on paper but fall short in practice. Lifecycle cost — including consumables, maintenance frequency, and downtime risk — is as important as capital cost, often more so.
5. Retrofit vs. Greenfield
Many industrial plants already have a first-stage cyclone or older APCD installed. In retrofit scenarios, the question is whether to replace the existing system entirely or integrate a second-stage device that brings the outlet down to compliance. Tubular ESP systems designed for retrofit — like the CarbonFree APCD — can connect to the outlet of an existing cyclone or legacy APCD, avoiding the cost and disruption of a full replacement.
A Practical Example: Biomass Boiler in Delhi-NCR
Consider a medium-scale textile unit in Haryana operating a biomass-fired boiler. Before Direction No. 98, this unit was required to target 50 mg/Nm³ but had an 80 mg/Nm³ permissible limit in its consent, with the expectation of upgrading. In practice, a basic multicyclone was in place, delivering outlet PM readings in the 90–120 mg/Nm³ range — not unusual for older installations on variable biomass fuel.
To achieve genuine 50 mg/Nm³ compliance, the engineering path looks like this: retain the cyclone for bulk separation, add a tubular ESP downstream to capture the remaining fine PM, and connect a water-assisted cleaning system for automated electrode maintenance. The system is sized to accommodate the full flue gas volume from the boiler at maximum load, with an outlet target of 35 mg/Nm³ to maintain a compliance buffer.
The alternative — a pulse-jet bag filter — was evaluated but ruled out due to the relatively high moisture content in the flue gas from biomass combustion. A wet scrubber was considered too complex from a wastewater management standpoint for this plant’s available footprint. The cyclone-plus-tubular-ESP hybrid offered the best combination of performance, retrofit feasibility, and long-term operating cost.
Frequently Asked Questions
Q1. What is the difference between an ESP and a bag filter — and which is better?
Neither is universally better. A bag filter delivers excellent PM removal for dry, non-sticky exhaust and can outperform an ESP in terms of fine PM capture when bag condition is good. An ESP handles larger gas volumes at lower pressure drop and is less sensitive to gas temperature variations. For sticky or moist exhaust, an ESP (particularly the wet or tubular type) is generally the more reliable choice. The right answer depends on your specific source type, gas characteristics, and target emission level.
Q2. My plant already has a cyclone. Do I need to replace it entirely to achieve 50 mg/Nm³?
Not necessarily. In most cases, an existing cyclone can be retained as a first-stage separator, and a second-stage device — typically an ESP — is added downstream. This is often more cost-effective and less disruptive than a full replacement. The key is ensuring the downstream device is correctly sized for the residual PM load and gas volume from your specific cyclone outlet.
Q3. What does NPC empanelment mean, and why does it matter for procurement?
The National Productivity Council (NPC), in coordination with CPCB, has established an empanelment process for APCD suppliers under the Delhi-NCR compliance framework. Empanelled vendors have submitted verified technical data, field installation references, and documented performance at the specified outlet concentration and pressure drop. Procuring from an NPC empanelled vendor is not merely recommended — CAQM Direction No. 98 specifically requires it for covered industries.
Q4. What is the typical installation timeline for a retrofit APCD?
For a retrofit project in the medium-scale boiler category, engineering, fabrication, and installation typically requires 10–16 weeks from order confirmation, depending on system size and site conditions. [VERIFY: This is a general industry estimate. Confirm lead times directly with your APCD vendor based on your specific scope and current order pipeline.]
Q5. What pollutants does an APCD control — only PM, or also gases like NOx and SOx?
Most industrial APCDs are primarily designed for particulate matter control. Wet scrubbers can simultaneously absorb certain gaseous pollutants — particularly SOx and acid gases — depending on scrubbing liquid chemistry. NOx control typically requires different technology: selective catalytic reduction (SCR), selective non-catalytic reduction (SNCR), or combustion modifications. If your compliance obligations include gaseous pollutants as well as PM, the APCD design scope needs to reflect that from the start.
Q6. Can a single APCD cover multiple emission sources in a plant?
In some configurations, yes — particularly if multiple sources can be ducted to a common hood and duct manifold feeding a single control unit. This requires careful engineering to match flow volumes and avoid process interference. More often, particularly for boilers and furnaces with separate exhaust streams, dedicated APCDs per source are the cleaner and more controllable solution. A site assessment is essential before making this call.
Conclusion: Compliance Is an Engineering Problem
An air pollution control device is not a checkbox or an item on a compliance form. It is a piece of process equipment that has to work — every hour of every operating day — in conditions that are often hotter, dustier, and more variable than what anyone assumed during design.
With CAQM’s 50 mg/Nm³ standard now carrying both statutory force and time-bound deadlines, the margin for poorly designed or inadequately maintained APCDs has narrowed to zero. The industries that will manage this transition well are the ones that approach it as an engineering decision: matching the right technology to the right source, sizing correctly for compliance margins, and working with verified suppliers who have field-proven performance data.
Whether you are looking at a fresh installation or upgrading an existing system that is no longer keeping pace with norms, the fundamentals do not change: understand your source, understand your gas, and select a device that will close the gap reliably — not just on day one.
| Novorbis designs and manufactures advanced electrostatic precipitators and hybrid APCD systems for industrial emission control across India. All systems are engineered to application-specific process conditions and are supported by third-party emission test data. For a technical assessment of your emission control requirements, contact the Novorbis team at www.novorbis.com |